Gate safety in the UK had a very laissez – faire approach through the 80/90/00s, however, following the tragic deaths of two young girls in 2010 within a single week the industry had to change. Your system at home or at work is a powerful machine and has many hazards associated with them. Some obvious and some less so. Despite huge efforts from the HSE, DHF and Gate safe, many existing systems and new installations fail to meet the requirements of the Machinery directive and the harmonised standards. This often leaves the business owner, home owner and installation company liable if an incident were to happen.
Synergy have been at the forefront of implementing the new practices and safety devices over the last decade and have attended the DHF training courses and hold specific NVQs in gate and barrier installation with third party assessments of our practises and methods.
Synergy also provide a preventative maintenance package to ensure all safety devices are in good working order and that all mechanical elements are within normal parameters. Continual risk assessments and force testing is essential to ensure your gates and barriers remain reliable and safe through the years.
USEFUL LINKS
MACHINERY DIRECTIVE
Both Automated gates and barriers are classed as machines, as thus they should adhere to a minimum level of safety laid out by Machinery Directive 2006/42/EC and was made law by the Supply Of Machinery Safety Regulations 2008.
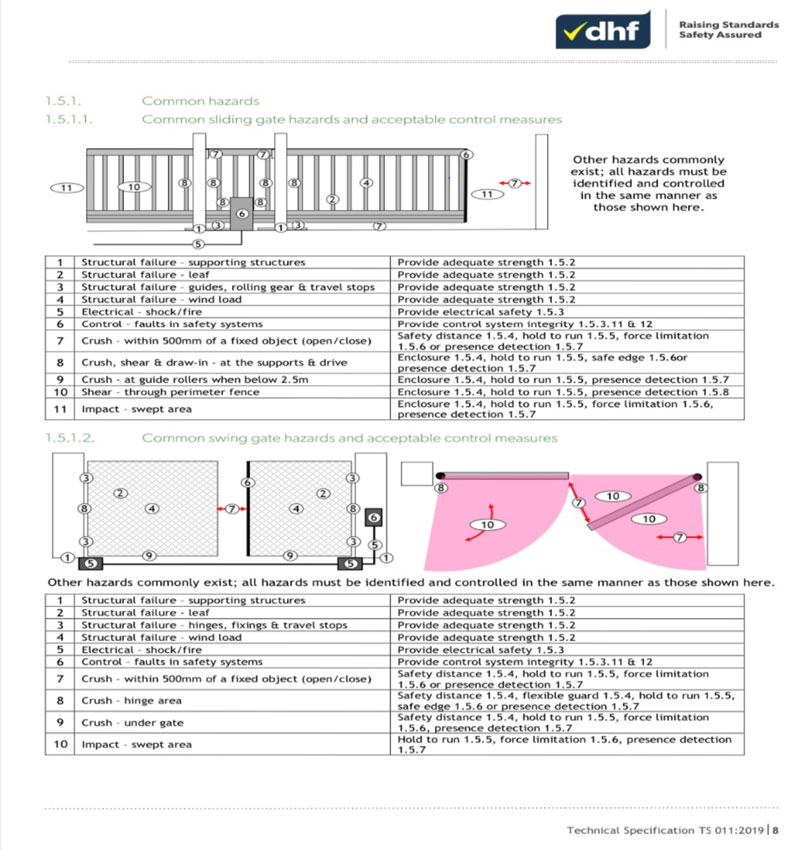
When designing or upgrading a system it is the installation companies responsibility to carry out a risk assessment and keep this as part of a technical file as every system has its own specific risks. These take the form of
- Crushing Hazards ( Mainly at the leading closing edge or depreciating gaps such as pin and eye hinges or slopes under the gates where the gap reduces.)
- Impact Hazards – ( As gates and barriers open and close they can generate high forces at full speed and should not impact with more than 400 newtons and move away from a person in under 0.75 seconds.
- Sheer Hazards – ( also known as the guillotine effect when sliding gates cross the portal frames or fencing, most often the cause of serious injuries and deaths.)
- Entrapment Hazards
- Hooking Hazards
- Cutting Hazards
- Electrical Hazards ( usually manifest through poorly fitted equipment with no isolation, adequate containment and incorrect cabling)
- Mechanical Failure – This mainly results in the gate leaf falling due to insufficient or poor quality hinges, fall arrest or end stops
The various parts of the legislation are quite detailed, however we shall lay out below the measures we employ to mitigate risk.
Risk assessment – Our trained engineers and surveyors will assess each site according to its own environmental variables, users and equipment to be used.
Mechanical and electrical design -EN 12604 and The electricity at work regulations 1989 confirming to latest BS EN. Where possible, hazards shall be designed out. Examples of this would be used a non-depreciating hinge meaning a person could effectively leave their hand in the area and the gap would never get smaller and thus never crush or shear a body part. Electrically all our systems are design using the best quality cable and ducting, always hiding cables where applicable. Our electrical enclosures are also built with reliability in mind using isolators, clip on terminals, power supply units, bonding and glands.
Control panel electrical

Bearing hinges with fall arrest and non-depreciating gaps

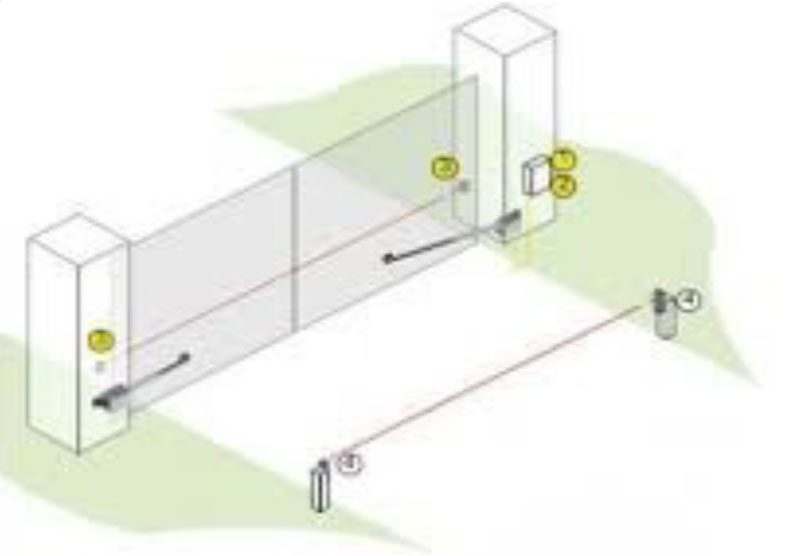
Photobeams – Also known as photocells, These are the first tier of electrical safety and work by projecting an infra-red beam across the threshold to prevent the gate from closing on a person or vehicle. These are often used to protect the opening arc of the gate. Dual height cells can also be used when lorries and high bed vehicles are using the gate. The use of photobeams alone does not guarantee compliance with the machinery directive.
Safety edges – These are discrete rubber strips that fix to the hazard areas of the gates. These allow often larger gates to meet the requirements of EN12453 as once compressed they send a signal back to the control panel to reverse in the other direction. They are a resisted circuit (8k2 ohm) meaning they are constantly monitored and fail safe with any water ingress. They also dampen the impact force to below 400 newtons and with the correct set up allow the motor to pull the gate leaf away in under 0.75 seconds.
Force Testing – Force testing allows us to confirm if we’ve met the requirements of EN12453 and used the correct edge or set the inherent force limitation correctly

Non-contact laser scanners, curtains and radar – These project a broad spectrum field across a specific hazard area, totally locking down the gate or barrier when presence is detected. When situated correctly they can remove the need for force testing and also be used as a form of presence access.


Induction Loops – These provide excellent safety for gates and barriers. They are mass metal detectors that change inductance once a vehicle is present thus preventing the gate or barrier from closing until they’re clear of the threshold.
Run back or compound fencing – Often essential on commercial sliding gates, this creates a cassette around the gate opening area. This is to prevent a person or vehicle entering the area where they would be subject to impact, crushing and shearing hazards. The proximity of the fence to the gate dictates how tight the gaps in the fence should be.
